24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
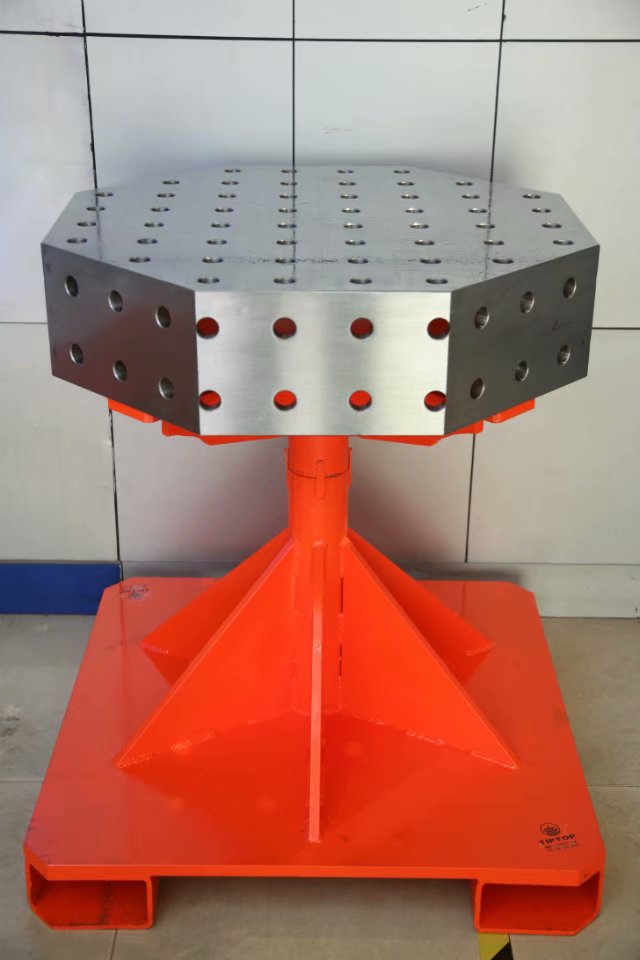
这个问题提的很好,只有通过问题才能把三维焊接平台的价格搞清楚,才能知道贵在哪里。传统的焊接平台为是什么又不如三维焊接平台呢。今天我就把这个热点话题跟大家聊一下,用户应该细心的观看这篇文章,看看是否能和你想的一样不!一:贵在精度上。传统的焊接平台是龙门铣床加工的,精度是三级精度,平面度的误差应该在20丝,这样的焊接精度已经很高了,但是依然不能和三维焊接平台相比,三维柔性焊接平台以数控龙门铣床精铣加工,精度达到1级,平面度误差咋5丝,可见价格贵东西还是有很大区别的。二:三维柔性焊接平台贵在材质上。优质的三维平台采用HT300材质,光铸造就比传统的焊接平台提高了2000元一吨,你说这样优质的原料能不贵吗!

宁波焊接机械手从诞生到现在,使用最多的是在焊接领域。据统计,到2007年底全世界在役的焊接机器人安装总量已接近4O万台。焊接机械手作为一种先进的焊接设备,其应用得到了大力的推广,是使我国焊接业进入自动化时代的一个重要标志。 随着科技水平的进步,人们对焊接质量的要求也越来越高。自动化生产要求减少人力,提高产品一致性,提高产品质量,更适合大批量生产,降低生产成本,提高生产效率。而人工焊接时,由于受到技术水平、疲劳程度、责任心、生理极限等客观和主观因素的应影响,难以较长时间保持焊接工作的稳定性和一致性。而且,由于焊接恶劣的工作条件,愿意从事手工焊接的人在减少,熟练的技术工人更有短缺的趋势。可以说,焊接机器人很大程度上满足了焊接自动化的要求,自动化生产方面的优势可以总结为以下几条:(1)稳定和提高焊接质量,保证其均一性。焊接参数如焊接电流、电压、焊接速度和干伸长量等对焊接结果有着决定作用。采用机器人焊接时,每条焊缝的焊接参数都是恒定的,焊缝质量受人为因素影响较小,降低了对工人操作技术的要求,因此焊接质量稳定。而人工焊接时,焊接速度、干伸长量等都是变化的,很难做到质量的均一性。2)改善了劳动条件。采用机器人焊接,工人只需要装卸工件,远离了焊接弧光、炯雾和飞溅等。对于点焊来说,工人无需搬运笨重的手工焊钳,使工人从高强度的体力劳动中解脱出来。

不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与焊接机器人的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

现在很多都是diy的,比如说生日蛋糕、一些礼物等等。这样的话会显出自己更加有诚意,那么有些时候特定的材质能够看起来更加美好。在焊接行业里面,不知道你是否了解到了是否需要特定的材质呢?如果是,那他们会用到哪一种材质呢?生活中有很多的东西都是需要通过焊接来完成的,因为机器或者是设备不能够生产出一些大型的产品,那么只能通过的方式把他们给链接起来。当焊接工作台出现的时候,行业的人们都欢呼起来了,因为有了这样的工作台就能够节省空间的同时还会更加专业。焊接工作台并不是随便拿一种材质就能够完成的,它所需要的是灰铸铁250或者是灰铸铁200.这两种材质不仅仅价格实惠,无论是耐磨或者是拉伸等方面都能够达到人们想要的程度。人们在购买这个焊接工作台的时候首先就要弄清楚自己是需要什么类型或者是哪一种形状的桌面。因为这些焊接工作台都是根据客户需求来进行订造的,在你确定之前想清楚这样的话整个流程就会简单很多的了。那么除了需要注意到生产的各种细节之外,你还需要向厂家咨询一些关于焊接工作台的相关维护知识,这样才能够有效提高工作台的寿命。自己也能省下很多维修等一些杂事的费用啦

是一个加热和冷却相结合的过程,所以在这一过程中,焊接区有可能会因为受到工件本体的拘谨而不能自在胀大和缩短,但在冷却后在便产生焊接应力和变形。当然这是传统焊接工艺的缺陷,焊接机器人的运用已经解决了这一问题,纠正了焊接变形。像这样的现代焊接设备,加上已经成熟的焊接技术,能焊出优异的焊缝。焊接接头处的强度除受焊缝质量影响外,还与其几许形状、尺度、受力状况和作业条件等有关,而对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口方式。在利用焊接机器人焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。挑选坡口方式时,除确保焊透外还应思考施焊便利,填充金属量少,焊接变形小和坡口加工费用低等要素。而如果是换成两块不一样的钢板,为避免截面急剧改变引起严重的应力会集,常把较厚的板边逐步削薄,达到两接边处等厚。在交变、冲击载荷下或在低温高压容器中作业的联接,常优先选用对接接头的焊接。将来的焊接技能,一方面要研发更先进的焊接办法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性。另一方面要进步焊接机械化和主动化水平,就是像焊接机器人这样的设备的运用。

在 AS系统中,机器人是以事先操作准备的程序来控制和运行的,这里对该事先操作的任务进行说明。示教再生方式AS语言可以分成两种类型:监控指令和程序命令。监控指令:用来写入、编辑和执行程序。它们在画面显示的提示符后 面输入,并且被立即执行。有些监控指令也可以作为程序命令在程序中使用。程序命令:用来引导机器人的动作,在程序中监视或控制外部信号等。程序是程序命令的集合。 在本手册中,监控指令简称为指令,程序命令简称为命令。AS在如下方面有其独特的特点1.可以使机器人沿着连续的路径轨迹运动。(称为: CP运动: Cont inuous Path (连续路径)运动)2.提供有两种坐标系统,基础坐标系和工件坐标系。可以按两种坐标系移动。3.坐标系可以按工作位姿的改变随进行平移或旋转。4.在示教位姿时,机器人可以保持工具的定向沿直线路径运动。5.程序可以自由命名和保存,而没有程序数量的限制。6.可以将每个操作定义为一个程序,并且可以将这些程序组合成-一个复杂的程序。(子程序)。7.通过监控信号通过,在某个外部信号输入时,程序可以中断,挂起当前动作,并跳转到另-一个不同的程序中。(中断)8. 没有运动指令的过程控制程序(Process Control program, 简称PC程序)可以与机器控制程序同时执行。9.程序和位姿数据可以显示在屏幕上,也能存储在PC卡等设备上。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


