24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋

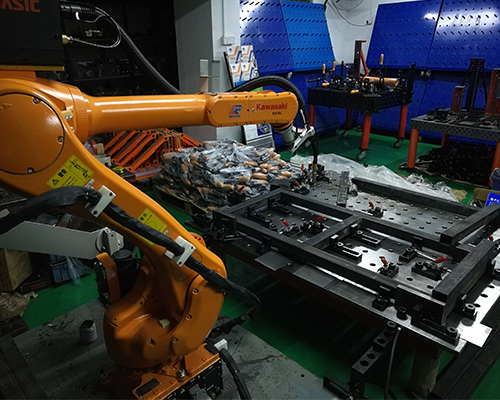
进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。

平湖烟雾净化器液压驱动:是指动源(发动机或电机)驱动油泵产生压力油,压力油再去驱动液压马达,由液压马达产生机器需要的动力。(2)气动驱动多用于开关控制和顺序控制的烟雾净化器人,与液压驱动相比较,气动驱动由于压缩空气粘度小,所以容易达到高速;由于可利用工厂集中空气压缩机站供气,减少了动力设备;空气介质不污染环境,安全高温下可正常工作;空气取之不竭用之不尽,相对于油液廉价,故气动驱动元件比液压元件价格低(3)电机驱动可分为普通交流电动机驱动,交、直流伺服电动机驱动和电动机驱动。随着材料性能的提高,电动机性能也在随之提高并且电动机使用简单,所以就目前来看,机器人驱动正逐步为电动机驱动式所代替。

购买时有的用户就担心,在焊机焊接工程中电焊渣掉落在上面就粘住了,随着时间的推移,怎样处理上面的东西,是不是慢慢的就会废掉哈。用户担心的没错,我们也是从用户走过来的,所以我们给用户想好了办法,那就是油石,在用一天后进行打磨,就能去掉上面的少许残渣,非常方便。我们是仿造的,看到一些欧洲国家有这些东西我们就开始自己研究制作,但是跟老外的质量上还是有区别的,没有人家的质量好,但是比他的便宜!最主要的区别在于焊接工作台工作面的表面处理,进口的三维焊接平台表面进行的襂氮处理,这种工艺在中国几乎没有,所以没办法仿制的一样,这就是主要的区别,无论是工装夹具,定位,押紧以及其他的,都能够完全符合实际的应用
的编程技巧:(1)焊枪空间过渡要求移动轨迹较短、平滑、安全。 (2)选择合理的焊接顺序。以减小焊接变形、焊枪行走路径长度来制定顺序。(3)优化焊接参数。为了获得最佳的焊接参数,制作工作试件进行焊接试验和工艺评定。4)合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


