24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
般是与焊接滚轮架、焊接变位机等组合使用的,多在些制造焊接之类的工厂使用,这种机器使用起来方便快捷,人只需要在操控台操控它工作。这种高科技智能产品是怎么设计的呢?今天博塔重工带我们来探究竟。焊接操作机设计方案应遵循6大原则1、工艺性,仅有合理的结构设计而无良好的工艺性,必然导致操作机性能的降低和成本的提高。是种高精度、高集成度的自动机械系统,良好的加工和装配工艺性是设计时要体现的重要原则之。2、高强度材料选用,由于操作机从手腕、小臂、大臂到机座是依次作为负载起作用的,选用高强度材料时应以减轻零部件的质量为准则。3、可靠性,般来说,元器件的可靠性应高于部件的可靠性,而部件的可靠性应高于整机的可靠性。可以通过概率设计方法设计出可靠度满足要求的零件或结构,也可以通过系统可靠性综合方法评定操作机系统的可靠性。焊接操作机因机构复杂、环节较多,可靠性问题显得尤为重要。4、刚度设计,操作机设计中刚度是比强度更重要的问题,要使刚度大,必须恰当地选择杆件剖面形状和尺寸,提高支承刚度和接触刚度,合理地安排作用在臂杆上的力和力矩,尽量减少杆件的弯曲变形。5、尺度规划优化原则,当设计要求满足定工作空间要求时,通过尺度优化以选定小的臂杆尺寸,这将有利于焊接操作机刚度的提高,使运动惯量进步降低。6、运动惯量,由于焊接操作机运动部件多,运动状态经常改变,必然产生冲击和振动,采用小运动惯量原则,可增加操作机运动平稳性,提高操作机动力学性。为此,在设计时应注意在满足强度和刚度的前提下,尽量减小运动部件的质量,并注意运动部件对转轴的质心配置。
生产川崎机器人早期只在点焊中得到应用,随着计算机技术、传感器技术的发展,弧焊机器人逐渐得到普及,特别是近十几年来由于经济的高速发展,市场的激烈竞争使那些用于中、大批量生产的焊接自动化专机已不能适应小规模、多品种的生产模式逐渐被具有柔性的焊接机器人代替,焊接机器人得到了巨大的发展,焊接已成为工业机器人应用的大领域之一,川崎机器人厂家在汽车、摩托车、工程机械等领域都得到了广泛的应用。目前世界拥有的80余万台工业机器人中,用于焊接的机器人可达40%以上。机器人焊接时的主要注意事项 1.必须进行示教作业, 在机器人进行自动焊接前,操作人员必须示教机器人焊枪的轨迹和设定焊接条件等。由于必须示教,所以机器人不面向多品种少量生产的产品焊接。 2.必须确保工件的精度。机器人没有眼睛,只能重复相同的动作。机器人轨迹精度为±0.1mm,以此精度重复相同的动作。焊接偏差大于焊丝半径时,有可能焊接不好,所以工件精度应保持在焊丝半径之内。3.焊接条件的设定取决于示教作业人员的技术水平。操作人员进行示教时必须输入焊接程序,焊枪姿态和角度,电流、电压、速度等焊接条件。示教操作人员必须充分掌握焊接知识和焊接技巧。 4.必须充分注意安全,机器人是一种高速的运动设备,在其进行自动运行时绝对允许人靠近机器人。操作人员必须接受劳动安全方面的专门教育,否则不准操作。
不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与焊接机器人的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

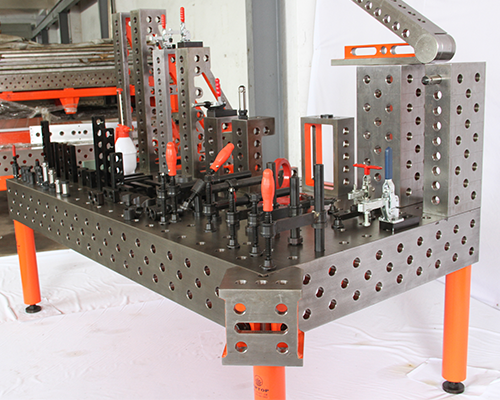
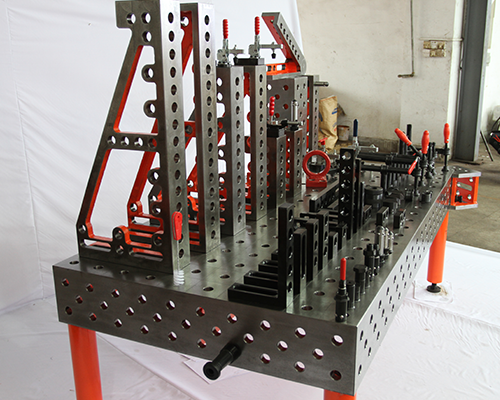
其实也就是一个可供焊接时使用的平台,但正因为是供焊接时要使用的,而焊接时所产生的火花和对电的使用,也注定了焊接平台的不平凡,那么焊接的平台的组成部分都包含哪些呢?1、焊接:专为制品的制造而设计的通用夹具;用于焊接十分方便、灵活、精确,与传统的焊接方式先进许多。2、三维:代表三个方向一般夹具都是纵向和横向没有垂直方向。平台大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。3、孔系:主要特点就是从平台到附件都是标准孔没有传统的螺纹或t型槽,配合快速锁销就能使装配变得更加快捷方便,定位更精确。4、柔性:一套夹具就可完成几个产品或几十个产品的需求,从而大大的加快了产品的研发、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。5、组合:根据产品的需求任意组合及调整。上述的前1-4点并不是每一次使用都要全部使用上的,第5点的说明就是为了告诉我们,是可以组合的,而至于如何组成,这个恕小编没有办法跟大家说的很明白,那是因为组合的方法是根据每次使用的需求来的,并没有什么统一的标准。当然,你要是有不会组合的,可以来咨询我们

具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器人最后一个轴的机械接口,通常是一个连接法兰,可接装不同工具或称末端执行器。就是在工业机器人的末轴法兰装接焊钳或焊(割)枪的,使之能进行焊接,切割或热喷涂。焊接机器人硬件部分采用的是柔性控制,将PLC和触摸屏完美结合之后,就能实现控制的自动化、远程,化从而有效的达到高精度的控制效果。由于焊接机器人针对不同规格,不同形状的产品,它的控制方式也是不同的,因此要注意从各方面使硬件部分达到最佳。另外,从焊接机器人的械结构、控制方式、产能要求、环保要求

进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


