24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
是一个加热和冷却相结合的过程,所以在这一过程中,焊接区有可能会因为受到工件本体的拘谨而不能自在胀大和缩短,但在冷却后在便产生焊接应力和变形。当然这是传统焊接工艺的缺陷,焊接机器人的运用已经解决了这一问题,纠正了焊接变形。像这样的现代焊接设备,加上已经成熟的焊接技术,能焊出优异的焊缝。焊接接头处的强度除受焊缝质量影响外,还与其几许形状、尺度、受力状况和作业条件等有关,而对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口方式。在利用焊接机器人焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。挑选坡口方式时,除确保焊透外还应思考施焊便利,填充金属量少,焊接变形小和坡口加工费用低等要素。而如果是换成两块不一样的钢板,为避免截面急剧改变引起严重的应力会集,常把较厚的板边逐步削薄,达到两接边处等厚。在交变、冲击载荷下或在低温高压容器中作业的联接,常优先选用对接接头的焊接。将来的焊接技能,一方面要研发更先进的焊接办法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性。另一方面要进步焊接机械化和主动化水平,就是像焊接机器人这样的设备的运用。
进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。

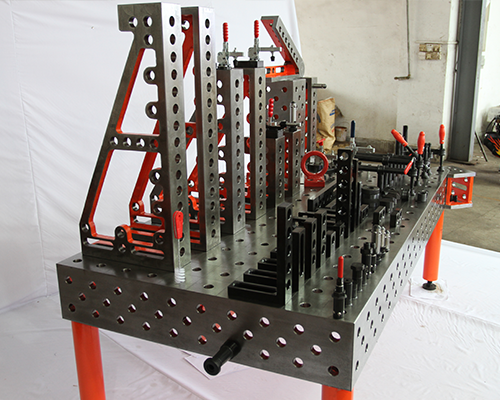
现在的还贵吗?是不是经常有同行或者用户再问,是的,经常有用户再问这个问题。所以在这个时间段,我们说说贵的原因所在。三维柔性焊接平台始于德国, 德国的高品质机械制造是很贵的,所以出来的焊接工作台也是售价高,人们所知道的价格就是从这里开始的。经过国产的三维焊接平台一开始就把价格降低了,这是原料,加工工时以及制度的原因,原料是国内的便宜,这是全世界都知道的事,加工工时也是便宜,处在发展中国家的阶段,这是必然的结果。看看德国,再好的产品也就是这一两家生产厂家,有利润有研发,这是他的优点,东西贵那是必然的。看看国内,生产商太多了,相互的恶性竞争也是必然,大家做的都没有利润了用户却还在砍价格,所以这就是制度的区别!

我们都知道,焊接业中应用的企业比比皆是,那是因为机器人不仅生产效率高,而且优点有很多,这也是为什么企业用焊接机器人取代传统手工的重要原因。焊接机器人不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接机器人焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。
供应自动焊接机器人服务过程主要九大点,以下一一给大家讲解:(1)机器人工作状况确认:确认机器人生产工作状况,确认进行常规保养前机器人经过至少超过1个小时停机(保证换油正常,不被本体温度影响)2)机器人系统备份:所有机器人在进行常规保养前确认完系统状态后,进行系统备份。(备份体现当前自动焊接机器人信息)3)型号确认,油卡制定:确认机器人本体型号,确定各轴注油口和出油口位置,以及工具需求,确定各轴换油的油品种类以及各轴用油量; (4)更换本体油脂:拆除出油口和注油口的油封,在注油口处安装油嘴,出油口处进行废油收集。利用油枪进行注油,在出油口观察出油状态,确认出油口流出新油后停止加油,按照此流程完成机器人6各轴的注油工作,并注意废油的收集;(5)机器人运动测试:油脂加注完成后,机器人进行运动测试,确认油脂加注稳定性(此时,不要将注油口和出油口的油封安装)(6)完成油封安装:将注油口,油嘴取下,将油封涂液体生胶带,安装紧固 (7)皮带张力检测:打开机器人四轴外壳,利用张力测试仪测试机器人皮带张力(频率)是否正常 (8)电池更换:更换机器人本体编码器电池保持机器人处于正常上电状态(前提)打开机器人一轴尾部电池外盖,拔掉电池更换新电池(9)电气柜检测清理:保持控制器上电状态,确认控制器风扇工作状态,断电拆驱动,移除风扇,清理,驱动模块散热片清理。清理完成后,安装,开机上电,运行机器人确认状态正常后,完成电气柜清理
存在部分焊接的问题:可能存在焊接位置不正确或焊枪正在寻找的问题。 此时,考虑TCP(焊枪中心点位置)是否正确并进行调整。 如果经常发生这种情况,请检查机器人每个轴的零位并校正中心零点。2)咬边问题:焊接参数选择不当,焊枪角度或焊枪位置不正确,可以适当调整。(3)可能出现毛孔问题:可能会适当调整气体保护不良,底漆过厚或工件位置不正确。(4)溅射问题太多:焊接参数选择不当,气体成分部分或焊丝长度过长,可适当调整功率,改变焊接参数,调整气体配比仪表 调整混合气体的比例。 调整割炬与工件的相对位置。(5)焊接机器人在焊接结束后冷却后形成一个凹坑:当它是可编程的时,在工作步骤中加入一个可以填充的埋弧工作。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


