24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋

为了防止在使用时出现意外,在它的身上配备了好多保护装置,那么具体都有哪些安全装置呢?接下来跟随小编一起来了解一下吧:焊接机器人身上的保护装置算是比较齐全的,它们分工明确,充分保障的良好状态。其中有专门用来防止焊接机器人突然断气后伤人的断气保护装置,它是采用单向阀和储气罐构成的,可以为机器提供给持续稳定的工作压力。当焊接机器人的气源工作异常时,低压保护装置可以实时侦测并及时给予安全警示信号,提醒操作者迅速采取措施;同时还有误操作保护装置,能准备的监控机械臂运动速度,防止误操作时机械臂快速上升或下降时引起意外伤人。除此之外,还有增压装置、称重极限保护装置、刹车装置等等,避免各种安全隐患的发生。
南宁喷涂机器人进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求喷涂机器人根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。
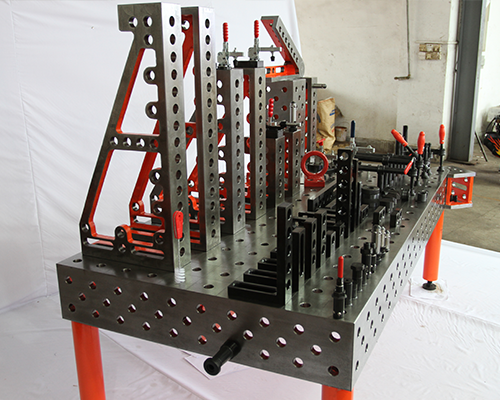
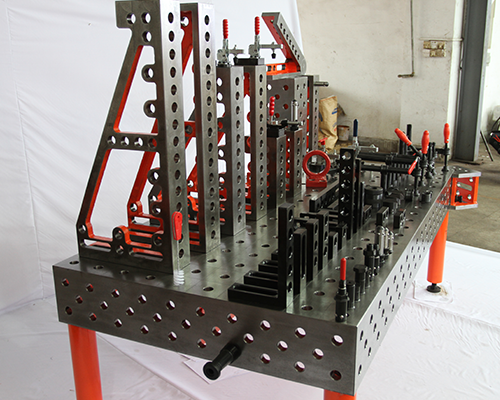
经过长时间做销售工作,我们发现有的用户对不是很了解,不明白工装夹具怎样使用,不知道焊接工作台用多大的,我们为了更好的做好销售工作,把工作中的问题进行了整理,把怎样和用户沟通进行了便捷方式,减少沟通时间,还需要要用户满意,所以总结了一下几点,请大家参考!第一:用户不要按照自己的想法以及认识来判断产品的使用与好坏。首先作为销售人员,我们需要用语言的形式跟您说明产品的大小,使用方法,配件的选配规律,用户要根据我们说的进行思考,这样有利于产品的快速了解沟通!第二:我们公司有网站,网站上有好多图片,有的是的,有的是配件的,有的是用户的工装使用哪里,哪里有图片,看看图片在根据自己的产品进行专业的选用,你要是不懂,我们还可以根据你的产品样子进行配套配置,买多了配件用上还可以原价退还,是不是很不错!第三:三维柔性焊接平台实际没什么,就是一个观念的转变,根据焊接的产品进行专业的配置,能够提高生产效率,是一件不错的产品,看看吧,只要适合你,你就采购,没事换可以咨询一下!
可分为对金属容器,金属焊接结构进行各种焊接,各种方式的焊接。广泛应用于风电设备。压力容器、石化、管道、钢结构、锅炉、造船、堆焊修复等众多行业。可以根据用户的要求加装电动托板、内伸缩臂、载人装置和维护爬梯,还可以配套各种跟踪及监控、电弧摆动、焊剂回收输送装置等。操作机控制系统采用数字化控制方式,操作便捷、控制精确,和其他设备联动控制方便。目前,我国电焊机行业中企业的经济类型主要为民营企业、股份制企业、中外合资企业及外商独资企业。企业总数大约为700家左右,全年总产值大约100亿元,其中年产值在1亿元以上的企业有二十多家。目前,我国设备行业的产能大于需求,尽管上游资源及原材料价格在不断上涨,但整个行业的销售平均价格处于下降区间,行业的平均利润越来越薄。企业的核心竞争力和规模化的优势已经使那些没有自主研发能力的小企业的生存空间越来越小,企业的数量将会逐步减少。2.行业技术水平 1) 高效节能的CO2焊机、埋弧焊机的应用率大幅度提高。2) 逆变焊机已经形成普遍推广的势头,特别是逆变CO2焊机获得了普遍应用。(3) 自动焊接设备发展迅猛,在高速机车、工程机械、钢结构、家电、汽车等行业获得广泛应用,已经占据主体地位。4) 以焊接机器人为代表的焊接自动化装备的数量大幅度增加,应用日益广泛。(5) 在金融危机的大背景下,电焊机出口数量和规模都大幅度增加,在低端商用国际市场上的占有率大幅上升。
从诞生到现在,使用最多的是在焊接领域。据统计,到2007年底全世界在役的焊接机器人安装总量已接近4O万台。作为一种先进的焊接设备,其应用得到了大力的推广,是使我国焊接业进入自动化时代的一个重要标志。 随着科技水平的进步,人们对焊接质量的要求也越来越高。自动化生产要求减少人力,提高产品一致性,提高产品质量,更适合大批量生产,降低生产成本,提高生产效率。而人工焊接时,由于受到技术水平、疲劳程度、责任心、生理极限等客观和主观因素的应影响,难以较长时间保持焊接工作的稳定性和一致性。而且,由于焊接恶劣的工作条件,愿意从事手工焊接的人在减少,熟练的技术工人更有短缺的趋势。可以说,焊接机器人很大程度上满足了焊接自动化的要求,自动化生产方面的优势可以总结为以下几条:(1)稳定和提高焊接质量,保证其均一性。焊接参数如焊接电流、电压、焊接速度和干伸长量等对焊接结果有着决定作用。采用机器人焊接时,每条焊缝的焊接参数都是恒定的,焊缝质量受人为因素影响较小,降低了对工人操作技术的要求,因此焊接质量稳定。而人工焊接时,焊接速度、干伸长量等都是变化的,很难做到质量的均一性。2)改善了劳动条件。采用机器人焊接,工人只需要装卸工件,远离了焊接弧光、炯雾和飞溅等。对于点焊来说,工人无需搬运笨重的手工焊钳,使工人从高强度的体力劳动中解脱出来。

自从被研制成功之后,在实践中也得到了广泛的应用,而它之所以能精确的完成各种复杂的焊接工艺,完全是靠相应程序的编制。关于的编程是有技巧的,大家想掌握吗?在编织程序之前,首先要选择合理的焊接顺利,目的是为了减小焊接变形,所以可以按照焊枪行走路径长度来制定焊接顺序。而对于焊枪空间过渡,最基本的要求是移动轨迹较短、平滑、安全;在此基础上优化焊接参数,为了获得最佳的焊接参数,可以通过制作工作试件进行焊接试验和工艺评定。其次,考虑到变位机位置、焊枪姿态、焊枪相对接头的位置与焊接要求匹配,要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置。同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。成一定长度的焊接程序编写后,应及时插入清枪程序,可以防止焊接飞溅堵塞焊接喷嘴和导电嘴,有助于保证焊枪的清洁,提高喷嘴的寿命。总之,编制焊接机器人的运行程序一般不能一步到位,要在机器人焊接过程中不断检验和修改、调整。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


