24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
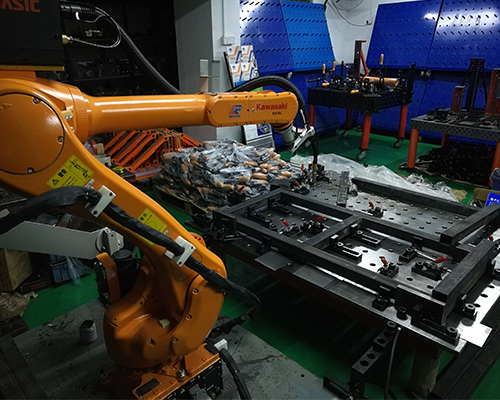
我们都知道,焊接业中应用的企业比比皆是,那是因为机器人不仅生产效率高,而且优点有很多,这也是为什么企业用焊接机器人取代传统手工的重要原因。焊接机器人不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接机器人焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

缺陷的解决方式: (1)出现气孔可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。(2)出现焊偏可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下各轴的零位置,重新校零予以修正。(3)飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。(4)焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。(5)出现咬边可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整功率的大小来改变焊接参数,调整焊枪的姿态以及焊枪与工件的相对位置

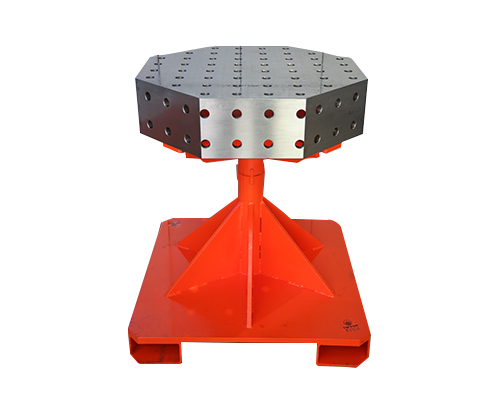
今天我们聊的是,焊接变位机是做什么用的,?如何选择焊接变位机呢?焊接变位机主要是配合焊接设备将焊接工件回转或倾斜,使接头处于水平状态或船形位置的装置,使得焊接更加完美。但是焊接变位机种类很多,例如伸臂式变位机,坐式变位机,双立柱式变位机等等,我们怎样选择合适的呢?一:我们买的原则一般有以下所说的几点:第一是当然是工件适用原则,选择的变位机一定是适合我们自己的,第二是方便焊接的原则,因为如果连焊接都不方便,那怎么能确定工件一定能韩浩呢。第三是一定是容易操作的原则,如果操作太复杂,谁都不能保证中间会不会出现差错。二:我们需要焊接的工件不同,焊接设备差别也很大,那就需要根据您焊接工件的大小去选择,如果焊接工件并不是很大,重量在600KG以内,可以选择小型坐式变位机,价格优惠,占据的面积较小,同样可以实现90度翻转。三:当您想实现的翻转幅度稍微大一些,同样工件承重多一些,可以选择坐式变位机,翻转角度为120度,同时可以实现与操作机或者焊机联动,有三种控制系统,操作简单便捷四:L型数控变位机优点是,承载能力高,侧隙小,容易操作,并且留有很大的设计余量,从而减少工件翻转后的轴线跳动量,保证位置精度,但是它多数情况下是与机器人配套使用的。五:除了一些常规的焊接变位机,还有一部分特殊的变位机,像升降式双立柱变位机,中空环形变位机,双立柱变位机。变位机种类很多,可供选择范围也很大,如果您想买变位机却不知道如何选择的情况下,可以了解一下济南华飞数控的产品,操作简单,安全,易上手,质量也是同价位里面做的非常好的,同样会有专业的人员为您讲解,挑选最适合的产品
株洲码垛机器人在 AS系统中,机器人是以事先操作准备的程序来控制和运行的,这里对该事先操作的任务进行说明。示教再生方式AS语言可以分成两种类型:监控指令和程序命令。监控指令:用来写入、编辑和执行程序。它们在画面显示的提示符后 面输入,并且被立即执行。有些监控指令也可以作为程序命令在程序中使用。程序命令:用来引导机器人的动作,在程序中监视或控制外部信号等。程序是程序命令的集合。 在本手册中,监控指令简称为指令,程序命令简称为命令。AS在如下方面有其独特的特点1.可以使机器人沿着连续的路径轨迹运动。(称为: CP运动: Cont inuous Path (连续路径)运动)2.提供有两种坐标系统,基础坐标系和工件坐标系。可以按两种坐标系移动码垛机器人。3.坐标系可以按工作位姿的改变随进行平移或旋转。4.在示教位姿时,机器人可以保持工具的定向沿直线路径运动。5.程序可以自由命名和保存,而没有程序数量的限制。6.可以将每个操作定义为一个程序,并且可以将这些程序组合成-一个复杂的程序。(子程序)。7.通过监控信号通过,在某个外部信号输入时,程序可以中断,挂起当前动作,并跳转到另-一个不同的程序中。(中断)8. 没有运动指令的过程控制程序(Process Control program, 简称PC程序)可以与机器控制程序同时执行。9.程序和位姿数据可以显示在屏幕上,也能存储在PC卡等设备上。
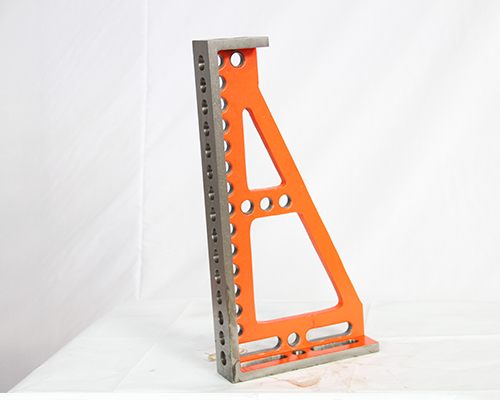
满足客人的需求是很多行业里面需要遵守的一个理念,很多时候都会说顾客是上帝。如果你想要让自己的品牌站稳脚跟的话就需要让顾客们去帮助你,因此都是互惠互利的。那么今天就一起来看一下焊接工作台的设计吧,当你看完这篇文章之后可能就会有所启发啦!主要都是应用在一些微小的工作上,因此需要专业的工作台来进行固定。就因为它是这样的用途因此在设计上面就需要根据人们的需求还有使用方面来进行规划的,生产焊接工作都是定制的,这样能够做到最大的服务。那么这个焊接工作台的设计是从哪一步开始的呢?小编现在就来打架看一下!首先厂家就需要向顾客们确定工作的尺寸大小比如说工作台桌面的大小还有桌子高度等等,并且说明会使用哪一种材质的。接下来就是从细节开始入手了,比如说桌面上面的一些功能还有固定的零件等等。总之整个焊接工作台从大到小都会仔细确定下来,那么在生产工作台的整个过程中需要做到的就是和厂家联系好,把自己的要求都说出来那么最后的一个产品能够达到自己最满意的程度了。还有问清楚关于付款等细节的问题,这样就不会能够减少矛盾的生成了。对于厂家来说生产已经是非常容易的事情了,他们会把一些关键的地方告诉给你,这样你就不会那么慌张
这个问题提的很好,只有通过问题才能把三维焊接平台的价格搞清楚,才能知道贵在哪里。传统的焊接平台为是什么又不如三维焊接平台呢。今天我就把这个热点话题跟大家聊一下,用户应该细心的观看这篇文章,看看是否能和你想的一样不!一:贵在精度上。传统的焊接平台是龙门铣床加工的,精度是三级精度,平面度的误差应该在20丝,这样的焊接精度已经很高了,但是依然不能和三维焊接平台相比,三维柔性焊接平台以数控龙门铣床精铣加工,精度达到1级,平面度误差咋5丝,可见价格贵东西还是有很大区别的。二:三维柔性焊接平台贵在材质上。优质的三维平台采用HT300材质,光铸造就比传统的焊接平台提高了2000元一吨,你说这样优质的原料能不贵吗!

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


