24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
是可以进行自动化搬运作业的也是近代自动控制领域出现的一项高新技术,涉及到了力学,机械学,电器液压气压技术,自动控制技术,传感器技术,单片机技术和计算机技术等学科领域,已成为现代机械制造生产体系中的一项重要组成部分。随着工厂自动化、计算机集成制造系统技术逐步发展、以及柔性制造系统、自动化立体仓库的广泛应用,AGV作为联系和调节离散型物流管理系统使其作业连续化的必要自动化搬运装卸手段,其应用范围和技术水平得到了迅猛的发展。下面是AGV的优点介绍:1、自动化程度高——由计算机,电控设备,磁气感应SENSOR,激光反射板等控制。当车间某一环节需要辅料时,由工作人员向计算机终端输入相关信息,计算机终端再将信息发送到中央控制室,由专业的技术人员向计算机发出指令,在电控设备的合作下,这一指令被AGV接受并执行——将辅料送至相应地点。2、充电自动化——当AGV小车的电量即将耗尽时,它会向系统发出请求指令,请求充电(一般技术人员会事先设置好一个值),在系统允许后自动到充电的地方“排队”充电。另外,AGV小车的电池寿命很长(2年以上),并且每充电15分钟可工作4h左右。3、美观——提高观赏度,从而提高企业的形象。4、安全性——人为驾驶的车辆,其行驶路径无法确知。而AGV 的导引路径却是非常明确的,因此大大提高了安全性;5、成本控制——AGV 系统的资金投入是短期的,而员工的工资是长期的,还会随着通货膨胀而不断增加;6、易维护——红外传感器和机械防撞可确保AGV免遭碰撞,降低故障率;7、可预测性——AGV 在行驶路径上遇到障碍物会自动停车,而人为驾驶的车辆因人的思想因素可能会判断有偏差;8、降低产品损伤——可减少由于人工的不规范操作而造成的货物损坏;9、改善物流管理——由于AGV 系统内在的智能控制,能够让货物摆放更加有序,车间更加整洁;

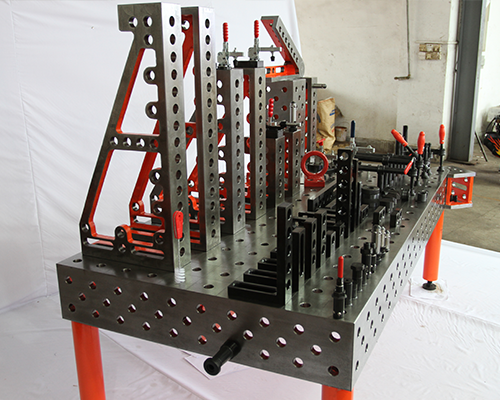
经过长时间做销售工作,我们发现有的用户对不是很了解,不明白工装夹具怎样使用,不知道焊接工作台用多大的,我们为了更好的做好销售工作,把工作中的问题进行了整理,把怎样和用户沟通进行了便捷方式,减少沟通时间,还需要要用户满意,所以总结了一下几点,请大家参考!第一:用户不要按照自己的想法以及认识来判断产品的使用与好坏。首先作为销售人员,我们需要用语言的形式跟您说明产品的大小,使用方法,配件的选配规律,用户要根据我们说的进行思考,这样有利于产品的快速了解沟通!第二:我们公司有网站,网站上有好多图片,有的是的,有的是配件的,有的是用户的工装使用哪里,哪里有图片,看看图片在根据自己的产品进行专业的选用,你要是不懂,我们还可以根据你的产品样子进行配套配置,买多了配件用上还可以原价退还,是不是很不错!第三:三维柔性焊接平台实际没什么,就是一个观念的转变,根据焊接的产品进行专业的配置,能够提高生产效率,是一件不错的产品,看看吧,只要适合你,你就采购,没事换可以咨询一下!

盐城铝焊机器人的主要特点与公用就是把工件定位,工装,进行焊接,达到专业的精密焊接要求,配有工装夹具配套使用,所以这就是三维柔性焊接平台的优点。其表面的光洁度其实没什么意义,这又不是检测平台,没必要看那一点技术,只要整体的精度用数控加工制造就行。再说了,焊接的工件误差一般是按照毫米计算的,所以光洁度对于焊接工业没有意义。做什么我们就研究什么,就像铝焊机器人,把握住主要的特点,满足用户的焊接要求水平,保证焊接过程中实际对位以及工件的严词合缝。虽然三维柔性平台的种类也是非常的多的,但是对于有些企业来讲,他们也是没有办法去符合要求,就是每个企业的流水线都是完全的不一样,所以他们对于这些设备的要求也是完全的不同的,但只要选择一个比较适合自己的产品就是可以的。而且企业总归是要选择一个设备来进行生产,所以并不是说三维柔性平台可以满足每个企业的要求,这样也是不太可能的,不可能有任何产品可以垄断整个市场,因此他们必须要分出一些市场。
特点有哪些,是很多的用户比较想了解的问题?首先,在机器人焊接产品购买时,可以看到它的参数是可以人为的来设置,对于焊接的频率对于焊接的效果有着怎样的要求,就可以通过设备上面的参数来进行设定。这样可以保证,焊接的效果非常的稳定,在焊接的时候速度也能够非常的平均,对产品的生产品质就能够有一定的保障。其次,在产品购买以后,可以看到在进行焊接的时候速度非常的快,对于设备的效果也能够得到保障。这样的一种方式,它就能够节约人工成本,对于很多企业而言,会觉得整个的生产成本能够降低,对于企业的发展能够有一定的帮助。

进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


