24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
是一个加热和冷却相结合的过程,所以在这一过程中,焊接区有可能会因为受到工件本体的拘谨而不能自在胀大和缩短,但在冷却后在便产生焊接应力和变形。当然这是传统焊接工艺的缺陷,焊接机器人的运用已经解决了这一问题,纠正了焊接变形。像这样的现代焊接设备,加上已经成熟的焊接技术,能焊出优异的焊缝。焊接接头处的强度除受焊缝质量影响外,还与其几许形状、尺度、受力状况和作业条件等有关,而对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口方式。在利用焊接机器人焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。挑选坡口方式时,除确保焊透外还应思考施焊便利,填充金属量少,焊接变形小和坡口加工费用低等要素。而如果是换成两块不一样的钢板,为避免截面急剧改变引起严重的应力会集,常把较厚的板边逐步削薄,达到两接边处等厚。在交变、冲击载荷下或在低温高压容器中作业的联接,常优先选用对接接头的焊接。将来的焊接技能,一方面要研发更先进的焊接办法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性。另一方面要进步焊接机械化和主动化水平,就是像焊接机器人这样的设备的运用。
这个问题提的很好,只有通过问题才能把三维焊接平台的价格搞清楚,才能知道贵在哪里。传统的焊接平台为是什么又不如三维焊接平台呢。今天我就把这个热点话题跟大家聊一下,用户应该细心的观看这篇文章,看看是否能和你想的一样不!一:贵在精度上。传统的焊接平台是龙门铣床加工的,精度是三级精度,平面度的误差应该在20丝,这样的焊接精度已经很高了,但是依然不能和三维焊接平台相比,三维柔性焊接平台以数控龙门铣床精铣加工,精度达到1级,平面度误差咋5丝,可见价格贵东西还是有很大区别的。二:三维柔性焊接平台贵在材质上。优质的三维平台采用HT300材质,光铸造就比传统的焊接平台提高了2000元一吨,你说这样优质的原料能不贵吗!

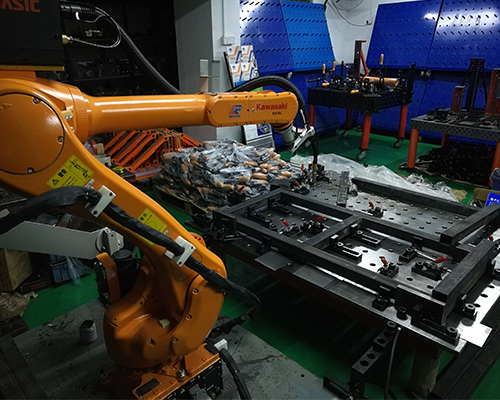
存在部分焊接的问题:可能存在焊接位置不正确或焊枪正在寻找的问题。 此时,考虑TCP(焊枪中心点位置)是否正确并进行调整。 如果经常发生这种情况,请检查机器人每个轴的零位并校正中心零点。2)咬边问题:焊接参数选择不当,焊枪角度或焊枪位置不正确,可以适当调整。(3)可能出现毛孔问题:可能会适当调整气体保护不良,底漆过厚或工件位置不正确。(4)溅射问题太多:焊接参数选择不当,气体成分部分或焊丝长度过长,可适当调整功率,改变焊接参数,调整气体配比仪表 调整混合气体的比例。 调整割炬与工件的相对位置。(5)焊接机器人在焊接结束后冷却后形成一个凹坑:当它是可编程的时,在工作步骤中加入一个可以填充的埋弧工作。
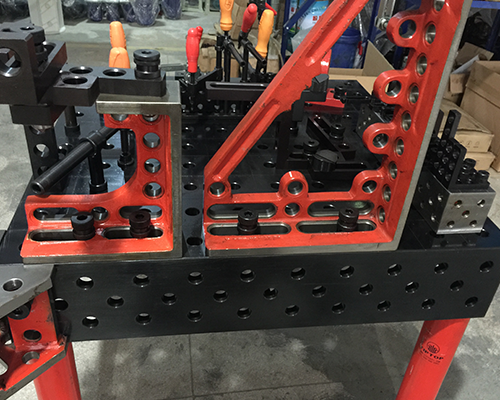
作为一个机械行业的生产者,我们深知这个行业的特点,不断的去进步才能满足市场需求,不然就会被市场淘汰。最先做的时候我们也是转行过来的,在普通铸铁平台利润小,需求降低的情况下,我们选择了这个以及焊接工装夹具来作为后续的工作,通过这两年的总结我们也发现了这个行业的质量是层次不齐的,现在给大家总结一下,希望对大家的采购优点帮助!三维柔性焊接平台以及焊接工装夹具是一个整体,里面的孔与夹具是相互配合使用的,对孔的精度要求是关键,当然定位销以及夹具的生产也是同等重要,在市场上,通过价格就能反映出其中的产品质量。有的价格低10%,有的企业产品价格高20%,单纯是利润高低问题吗,不是,里面必然存在着差异!我们通过见识成长来说,就是加工环节的不统一造成的,比如:打孔,有的是铣刀加工,一次成型,能够保证质量精度,有的是多孔钻打孔,这样的加工效率高,精度误差大,就造成了本质上的差异,这既是市场上说的,怎么不是在统一价买的定位销,下不去了?其他的多重工装的相互之间的配合都会出现问题!
一个产品质量又好,价格还低廉,这是不成正比的。其实我们个人即是生产也是采购者。我从事三维柔性焊接平台这个行业,对柔性焊接平台的质量,制作流程以及价格最有发言权,我们就最近一段时间市场上出现的价格比较低廉的做个解释!如果你是一个生产者,是一个从事铸造,机械加工,产品销售的工作人员或者老板来说你就会明白其中的道理,中国是个大市场,一些是技术要求能够满足实际需要就行了,不需要特别的好,市场是需要竞争的,总有些市场规律在里面你不知道!铸件有点遐思,铸造有缺陷,加工设备自己做的,整体精度差,但是不影响使用,外表不美观,有修补,这些因素就是市场上的三维柔性焊接平台为什么价格超低的原因所在!

当阳江烟雾净化器在使用时,它与定位器的弯曲不可分离。 那么,你知道如何选择合适的焊接机器人定位器吗? 我们来看看小编的焊接机器人: 1.该设备为操作员提供保护,以防止辐射和飞溅。2.烟雾净化器和定位器一起工作以改善焊接的可接近性。3.焊接薄板时,可以通过位移提高焊接速度,也可以实现垂直焊接。4.人机界面友好。5.焊接机器人焊接时,可以使用两套工作台。 当一组工作台在运行时,操作员可以在另一组工作台上装载或卸载工件。 6.当焊缝处于平焊位置时,尤其是焊接临界厚度焊缝时,这一点尤其重要。 7.减少机器人的重复定位,即缩短循环时间,减少生产线上割炬软管的磨损。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


