24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
般是与焊接滚轮架、焊接变位机等组合使用的,多在些制造焊接之类的工厂使用,这种机器使用起来方便快捷,人只需要在操控台操控它工作。这种高科技智能产品是怎么设计的呢?今天博塔重工带我们来探究竟。焊接操作机设计方案应遵循6大原则1、工艺性,仅有合理的结构设计而无良好的工艺性,必然导致操作机性能的降低和成本的提高。是种高精度、高集成度的自动机械系统,良好的加工和装配工艺性是设计时要体现的重要原则之。2、高强度材料选用,由于操作机从手腕、小臂、大臂到机座是依次作为负载起作用的,选用高强度材料时应以减轻零部件的质量为准则。3、可靠性,般来说,元器件的可靠性应高于部件的可靠性,而部件的可靠性应高于整机的可靠性。可以通过概率设计方法设计出可靠度满足要求的零件或结构,也可以通过系统可靠性综合方法评定操作机系统的可靠性。焊接操作机因机构复杂、环节较多,可靠性问题显得尤为重要。4、刚度设计,操作机设计中刚度是比强度更重要的问题,要使刚度大,必须恰当地选择杆件剖面形状和尺寸,提高支承刚度和接触刚度,合理地安排作用在臂杆上的力和力矩,尽量减少杆件的弯曲变形。5、尺度规划优化原则,当设计要求满足定工作空间要求时,通过尺度优化以选定小的臂杆尺寸,这将有利于焊接操作机刚度的提高,使运动惯量进步降低。6、运动惯量,由于焊接操作机运动部件多,运动状态经常改变,必然产生冲击和振动,采用小运动惯量原则,可增加操作机运动平稳性,提高操作机动力学性。为此,在设计时应注意在满足强度和刚度的前提下,尽量减小运动部件的质量,并注意运动部件对转轴的质心配置。

液压驱动:是指动源(发动机或电机)驱动油泵产生压力油,压力油再去驱动液压马达,由液压马达产生机器需要的动力。(2)气动驱动多用于开关控制和顺序控制的人,与液压驱动相比较,气动驱动由于压缩空气粘度小,所以容易达到高速;由于可利用工厂集中空气压缩机站供气,减少了动力设备;空气介质不污染环境,安全高温下可正常工作;空气取之不竭用之不尽,相对于油液廉价,故气动驱动元件比液压元件价格低(3)电机驱动可分为普通交流电动机驱动,交、直流伺服电动机驱动和电动机驱动。随着材料性能的提高,电动机性能也在随之提高并且电动机使用简单,所以就目前来看,机器人驱动正逐步为电动机驱动式所代替。
在 AS系统中,机器人是以事先操作准备的程序来控制和运行的,这里对该事先操作的任务进行说明。示教再生方式AS语言可以分成两种类型:监控指令和程序命令。监控指令:用来写入、编辑和执行程序。它们在画面显示的提示符后 面输入,并且被立即执行。有些监控指令也可以作为程序命令在程序中使用。程序命令:用来引导机器人的动作,在程序中监视或控制外部信号等。程序是程序命令的集合。 在本手册中,监控指令简称为指令,程序命令简称为命令。AS在如下方面有其独特的特点1.可以使机器人沿着连续的路径轨迹运动。(称为: CP运动: Cont inuous Path (连续路径)运动)2.提供有两种坐标系统,基础坐标系和工件坐标系。可以按两种坐标系移动。3.坐标系可以按工作位姿的改变随进行平移或旋转。4.在示教位姿时,机器人可以保持工具的定向沿直线路径运动。5.程序可以自由命名和保存,而没有程序数量的限制。6.可以将每个操作定义为一个程序,并且可以将这些程序组合成-一个复杂的程序。(子程序)。7.通过监控信号通过,在某个外部信号输入时,程序可以中断,挂起当前动作,并跳转到另-一个不同的程序中。(中断)8. 没有运动指令的过程控制程序(Process Control program, 简称PC程序)可以与机器控制程序同时执行。9.程序和位姿数据可以显示在屏幕上,也能存储在PC卡等设备上。
不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与焊接机器人的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

服务过程主要九大点,以下一一给大家讲解:(1)机器人工作状况确认:确认机器人生产工作状况,确认进行常规保养前机器人经过至少超过1个小时停机(保证换油正常,不被本体温度影响)2)机器人系统备份:所有机器人在进行常规保养前确认完系统状态后,进行系统备份。(备份体现当前信息)3)型号确认,油卡制定:确认机器人本体型号,确定各轴注油口和出油口位置,以及工具需求,确定各轴换油的油品种类以及各轴用油量; (4)更换本体油脂:拆除出油口和注油口的油封,在注油口处安装油嘴,出油口处进行废油收集。利用油枪进行注油,在出油口观察出油状态,确认出油口流出新油后停止加油,按照此流程完成机器人6各轴的注油工作,并注意废油的收集;(5)机器人运动测试:油脂加注完成后,机器人进行运动测试,确认油脂加注稳定性(此时,不要将注油口和出油口的油封安装)(6)完成油封安装:将注油口,油嘴取下,将油封涂液体生胶带,安装紧固 (7)皮带张力检测:打开机器人四轴外壳,利用张力测试仪测试机器人皮带张力(频率)是否正常 (8)电池更换:更换机器人本体编码器电池保持机器人处于正常上电状态(前提)打开机器人一轴尾部电池外盖,拔掉电池更换新电池(9)电气柜检测清理:保持控制器上电状态,确认控制器风扇工作状态,断电拆驱动,移除风扇,清理,驱动模块散热片清理。清理完成后,安装,开机上电,运行机器人确认状态正常后,完成电气柜清理

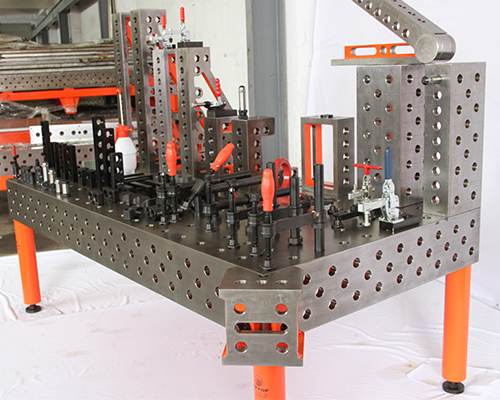
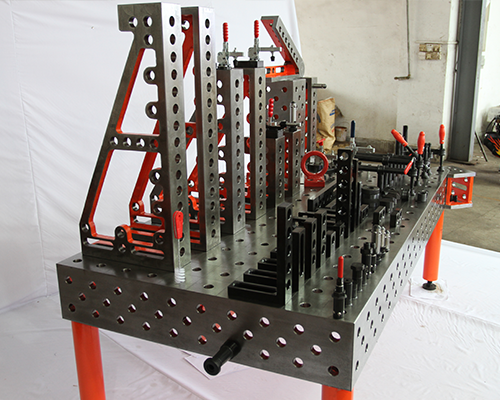
山东三维柔性焊接平台特点有哪些,是很多的用户比较想了解的问题?首先,在机器人焊接产品购买时,可以看到它的参数是可以人为的来设置,对于焊接的频率对于焊接的效果有着怎样的要求,就可以通过设备上面的参数来进行设定。这样可以保证,焊接的效果非常的稳定,在焊接的时候速度也能够非常的平均,对产品的生产品质就能够有一定的保障。其次,在三维柔性焊接平台产品购买以后,可以看到在进行焊接的时候速度非常的快,对于设备的效果也能够得到保障。这样的一种方式,它就能够节约人工成本,对于很多企业而言,会觉得整个的生产成本能够降低,对于企业的发展能够有一定的帮助。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


