24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
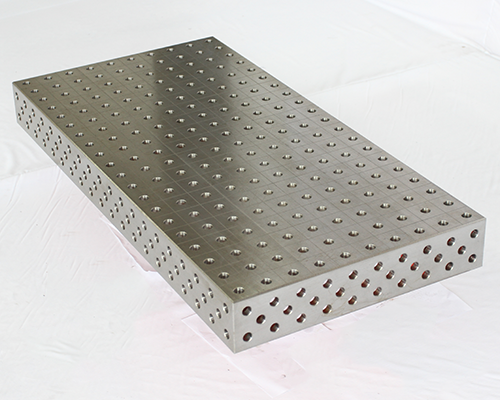
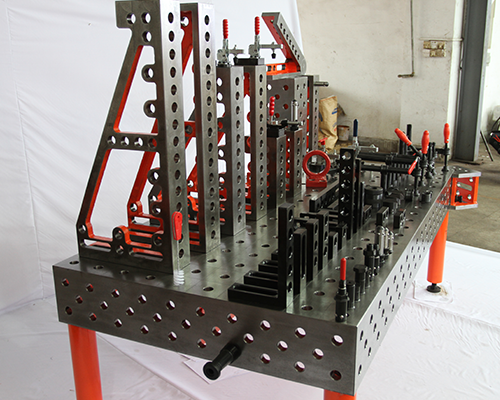
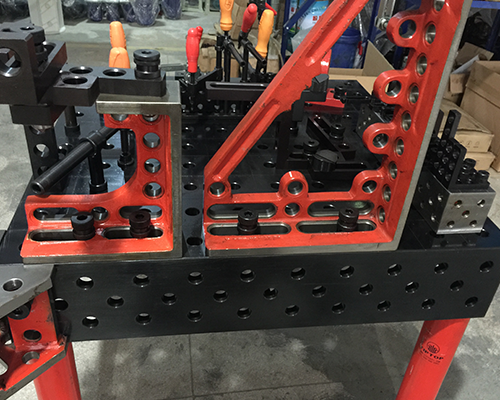
其实也就是一个可供焊接时使用的平台,但正因为是供焊接时要使用的,而焊接时所产生的火花和对电的使用,也注定了焊接平台的不平凡,那么焊接的平台的组成部分都包含哪些呢?1、焊接:专为制品的制造而设计的通用夹具;用于焊接十分方便、灵活、精确,与传统的焊接方式先进许多。2、三维:代表三个方向一般夹具都是纵向和横向没有垂直方向。平台大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。3、孔系:主要特点就是从平台到附件都是标准孔没有传统的螺纹或t型槽,配合快速锁销就能使装配变得更加快捷方便,定位更精确。4、柔性:一套夹具就可完成几个产品或几十个产品的需求,从而大大的加快了产品的研发、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。5、组合:根据产品的需求任意组合及调整。上述的前1-4点并不是每一次使用都要全部使用上的,第5点的说明就是为了告诉我们,是可以组合的,而至于如何组成,这个恕小编没有办法跟大家说的很明白,那是因为组合的方法是根据每次使用的需求来的,并没有什么统一的标准。当然,你要是有不会组合的,可以来咨询我们
购买时有的用户就担心,在焊机焊接工程中电焊渣掉落在上面就粘住了,随着时间的推移,怎样处理上面的东西,是不是慢慢的就会废掉哈。用户担心的没错,我们也是从用户走过来的,所以我们给用户想好了办法,那就是油石,在用一天后进行打磨,就能去掉上面的少许残渣,非常方便。我们是仿造的,看到一些欧洲国家有这些东西我们就开始自己研究制作,但是跟老外的质量上还是有区别的,没有人家的质量好,但是比他的便宜!最主要的区别在于焊接工作台工作面的表面处理,进口的三维焊接平台表面进行的襂氮处理,这种工艺在中国几乎没有,所以没办法仿制的一样,这就是主要的区别,无论是工装夹具,定位,押紧以及其他的,都能够完全符合实际的应用

何曾几时突然发现三维柔性焊接平台的市场严峻起来,不好做了,通过梳理原因,发现厂家太多,相互压价格,导致同行竞争太大,没有利润了,怎么办了,听过这个栏目寻求解决办法,谈谈自己的感触。好的时候那是供不应求啊,价格保持的20%的利润,产品多的加工不过来,没想到制造行业会出现的这么快,市场突然就这样了,想办法吧!是不是每个行业都这样呢,突然不喜欢这个样了,经过简单了解,每个行业都差不多,挣钱的时候都有过辉煌,供大于求了就这样,谁也没办法,自然的淘汰呗!不过拼接工作台的基础,我们还是结交了一批优质的用户,对三维焊接工装夹具有着需求,对机床工作台还是有好感的!现在很多工厂在进行工作的过程中,对三维柔性焊接平台有越来越大的需求,这些机器主要用于机器的检验和评估,它主要包括三部分,有电源和测试系统以及操作台,对于他的每一步操作都有很严格的规定和限制,工作人员要能够正确的进行操作。技术方案有很多的人进行升级,产品参数有很大的发展可能性。现在很多的仪器和设备正在不断地发展和创新之中,在传统仪器的基础上对这些设备进行升级,相关的性能正在不断的提高,能够在很多的场所发挥作用,产品的特征具有非常多的优势和特点,三维柔性焊接平台的很多工具和操作都需要进行很多的检查,。在操作的过程中,为了能够避免很多不必要的问题,可以人工的进行数据的输入。三维柔性焊接工作台的产品就帮助人皆解决问题,提升很多设备使用的空间和可能,人们会对这些问题有好的理解,在这些基础上保证操作的可行性和相关的性能。帮助有更大的提升方法,对不同的技术,不同的人有不同的操作和提升的空间和技术操作。
供应机器人服务过程主要九大点,以下一一给大家讲解:(1)机器人工作状况确认:确认机器人生产工作状况,确认进行常规保养前机器人经过至少超过1个小时停机(保证换油正常,不被本体温度影响)2)机器人系统备份:所有机器人在进行常规保养前确认完系统状态后,进行系统备份。(备份体现当前机器人信息)3)型号确认,油卡制定:确认机器人本体型号,确定各轴注油口和出油口位置,以及工具需求,确定各轴换油的油品种类以及各轴用油量; (4)更换本体油脂:拆除出油口和注油口的油封,在注油口处安装油嘴,出油口处进行废油收集。利用油枪进行注油,在出油口观察出油状态,确认出油口流出新油后停止加油,按照此流程完成机器人6各轴的注油工作,并注意废油的收集;(5)机器人运动测试:油脂加注完成后,机器人进行运动测试,确认油脂加注稳定性(此时,不要将注油口和出油口的油封安装)(6)完成油封安装:将注油口,油嘴取下,将油封涂液体生胶带,安装紧固 (7)皮带张力检测:打开机器人四轴外壳,利用张力测试仪测试机器人皮带张力(频率)是否正常 (8)电池更换:更换机器人本体编码器电池保持机器人处于正常上电状态(前提)打开机器人一轴尾部电池外盖,拔掉电池更换新电池(9)电气柜检测清理:保持控制器上电状态,确认控制器风扇工作状态,断电拆驱动,移除风扇,清理,驱动模块散热片清理。清理完成后,安装,开机上电,运行机器人确认状态正常后,完成电气柜清理

缺陷的解决方式: (1)出现气孔可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。(2)出现焊偏可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下各轴的零位置,重新校零予以修正。(3)飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。(4)焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。(5)出现咬边可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整功率的大小来改变焊接参数,调整焊枪的姿态以及焊枪与工件的相对位置

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


