24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋

般是与焊接滚轮架、焊接变位机等组合使用的,多在些制造焊接之类的工厂使用,这种机器使用起来方便快捷,人只需要在操控台操控它工作。这种高科技智能产品是怎么设计的呢?今天博塔重工带我们来探究竟。焊接操作机设计方案应遵循6大原则1、工艺性,仅有合理的结构设计而无良好的工艺性,必然导致操作机性能的降低和成本的提高。是种高精度、高集成度的自动机械系统,良好的加工和装配工艺性是设计时要体现的重要原则之。2、高强度材料选用,由于操作机从手腕、小臂、大臂到机座是依次作为负载起作用的,选用高强度材料时应以减轻零部件的质量为准则。3、可靠性,般来说,元器件的可靠性应高于部件的可靠性,而部件的可靠性应高于整机的可靠性。可以通过概率设计方法设计出可靠度满足要求的零件或结构,也可以通过系统可靠性综合方法评定操作机系统的可靠性。焊接操作机因机构复杂、环节较多,可靠性问题显得尤为重要。4、刚度设计,操作机设计中刚度是比强度更重要的问题,要使刚度大,必须恰当地选择杆件剖面形状和尺寸,提高支承刚度和接触刚度,合理地安排作用在臂杆上的力和力矩,尽量减少杆件的弯曲变形。5、尺度规划优化原则,当设计要求满足定工作空间要求时,通过尺度优化以选定小的臂杆尺寸,这将有利于焊接操作机刚度的提高,使运动惯量进步降低。6、运动惯量,由于焊接操作机运动部件多,运动状态经常改变,必然产生冲击和振动,采用小运动惯量原则,可增加操作机运动平稳性,提高操作机动力学性。为此,在设计时应注意在满足强度和刚度的前提下,尽量减小运动部件的质量,并注意运动部件对转轴的质心配置。
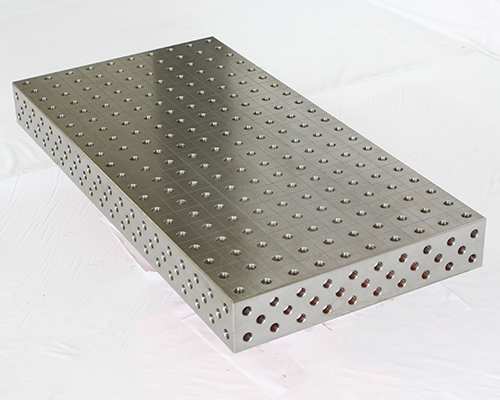
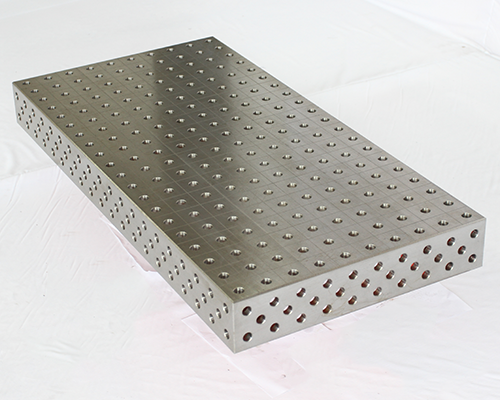
铸铁焊接平台是一个加热和冷却相结合的过程,所以在这一过程中,焊接区有可能会因为受到工件本体的拘谨而不能自在胀大和缩短,但在冷却后在便产生焊接应力和变形。当然这是传统焊接工艺的缺陷,焊接机器人的运用已经解决了这一问题,纠正了焊接变形。像销售铸铁焊接平台这样的现代焊接设备,加上已经成熟的焊接技术,能焊出优异的焊缝。焊接接头处的强度除受焊缝质量影响外,还与其几许形状、尺度、受力状况和作业条件等有关,而对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口方式。在利用焊接机器人焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。挑选坡口方式时,除确保焊透外还应思考施焊便利,填充金属量少,焊接变形小和坡口加工费用低等要素。而如果是换成两块不一样的钢板,为避免截面急剧改变引起严重的应力会集,常把较厚的板边逐步削薄,达到两接边处等厚。在交变、冲击载荷下或在低温高压容器中作业的联接,常优先选用对接接头的焊接。将来的焊接技能,一方面要研发更先进的焊接办法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性。另一方面要进步焊接机械化和主动化水平,就是像焊接机器人这样的设备的运用。
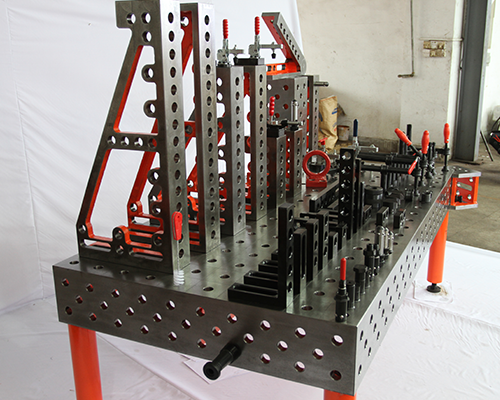
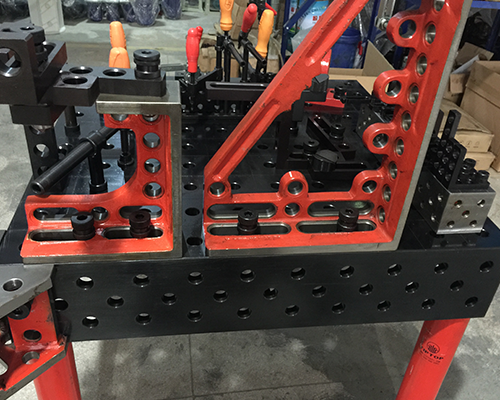
的主要特点与公用就是把工件定位,工装,进行焊接,达到专业的精密焊接要求,配有工装夹具配套使用,所以这就是三维柔性焊接平台的优点。其表面的光洁度其实没什么意义,这又不是检测平台,没必要看那一点技术,只要整体的精度用数控加工制造就行。再说了,焊接的工件误差一般是按照毫米计算的,所以光洁度对于焊接工业没有意义。做什么我们就研究什么,就像,把握住主要的特点,满足用户的焊接要求水平,保证焊接过程中实际对位以及工件的严词合缝。虽然三维柔性平台的种类也是非常的多的,但是对于有些企业来讲,他们也是没有办法去符合要求,就是每个企业的流水线都是完全的不一样,所以他们对于这些设备的要求也是完全的不同的,但只要选择一个比较适合自己的产品就是可以的。而且企业总归是要选择一个设备来进行生产,所以并不是说三维柔性平台可以满足每个企业的要求,这样也是不太可能的,不可能有任何产品可以垄断整个市场,因此他们必须要分出一些市场。
操控箱查看 1.锂电池替换。2.散热电扇查看。3.电缆查看4.示教器操作面板各个开关是不是正常。5.操控箱内除尘。二.外部轴及定位夹具查看1.锂电池替换。 2.加注润滑油。3.衔接螺栓是不是紧固。4.运行时是不是有反常。5.定位销是不是有磨损。三.焊接机器人本体部分查看 1.机器人本体和操控箱内装有锂电池,用于伺服电机编码器数据备份,电池的运用寿命随工作环境的不一样有所改变,当超越两年时要换新电池,不然电机编码器数据将会丢掉,需要从头进行原点调整,替换前需备份示教数据,避免示教程序及设定参数丢掉。 2.原定的各轴符号是不是重合。3.主动运转,手动操作时看个轴运转是不是滑润,安稳。4.机器人安全开关,急停开关是不是正常 5.送丝组织是不是平稳。6.减速组织是不是磨损。7.齿型带松紧调整。
进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


