24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
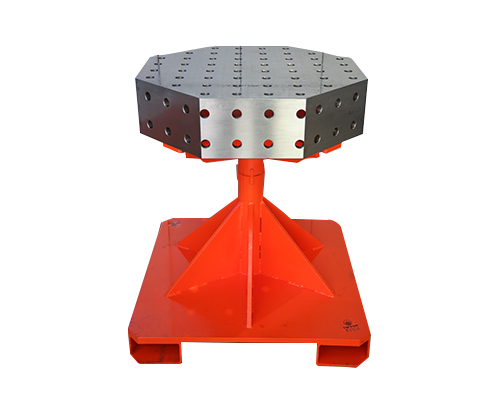
平湖双轴变位机对焊丝都有哪些要求呢?您知道焊接机器人对于焊丝有哪些要求么?焊丝与木材的角度可在程序中调节,调节焊枪角度和机器人手臂姿势,调节到你想要的的角度就可以了。机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,双轴变位机应选用桶装焊丝,但由于采用桶装焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。严重时,出现卡死现象,使机器人停机,故要及时清理焊丝导管。

在 AS系统中,机器人是以事先操作准备的程序来控制和运行的,这里对该事先操作的任务进行说明。示教再生方式AS语言可以分成两种类型:监控指令和程序命令。监控指令:用来写入、编辑和执行程序。它们在画面显示的提示符后 面输入,并且被立即执行。有些监控指令也可以作为程序命令在程序中使用。程序命令:用来引导机器人的动作,在程序中监视或控制外部信号等。程序是程序命令的集合。 在本手册中,监控指令简称为指令,程序命令简称为命令。AS在如下方面有其独特的特点1.可以使机器人沿着连续的路径轨迹运动。(称为: CP运动: Cont inuous Path (连续路径)运动)2.提供有两种坐标系统,基础坐标系和工件坐标系。可以按两种坐标系移动。3.坐标系可以按工作位姿的改变随进行平移或旋转。4.在示教位姿时,机器人可以保持工具的定向沿直线路径运动。5.程序可以自由命名和保存,而没有程序数量的限制。6.可以将每个操作定义为一个程序,并且可以将这些程序组合成-一个复杂的程序。(子程序)。7.通过监控信号通过,在某个外部信号输入时,程序可以中断,挂起当前动作,并跳转到另-一个不同的程序中。(中断)8. 没有运动指令的过程控制程序(Process Control program, 简称PC程序)可以与机器控制程序同时执行。9.程序和位姿数据可以显示在屏幕上,也能存储在PC卡等设备上。
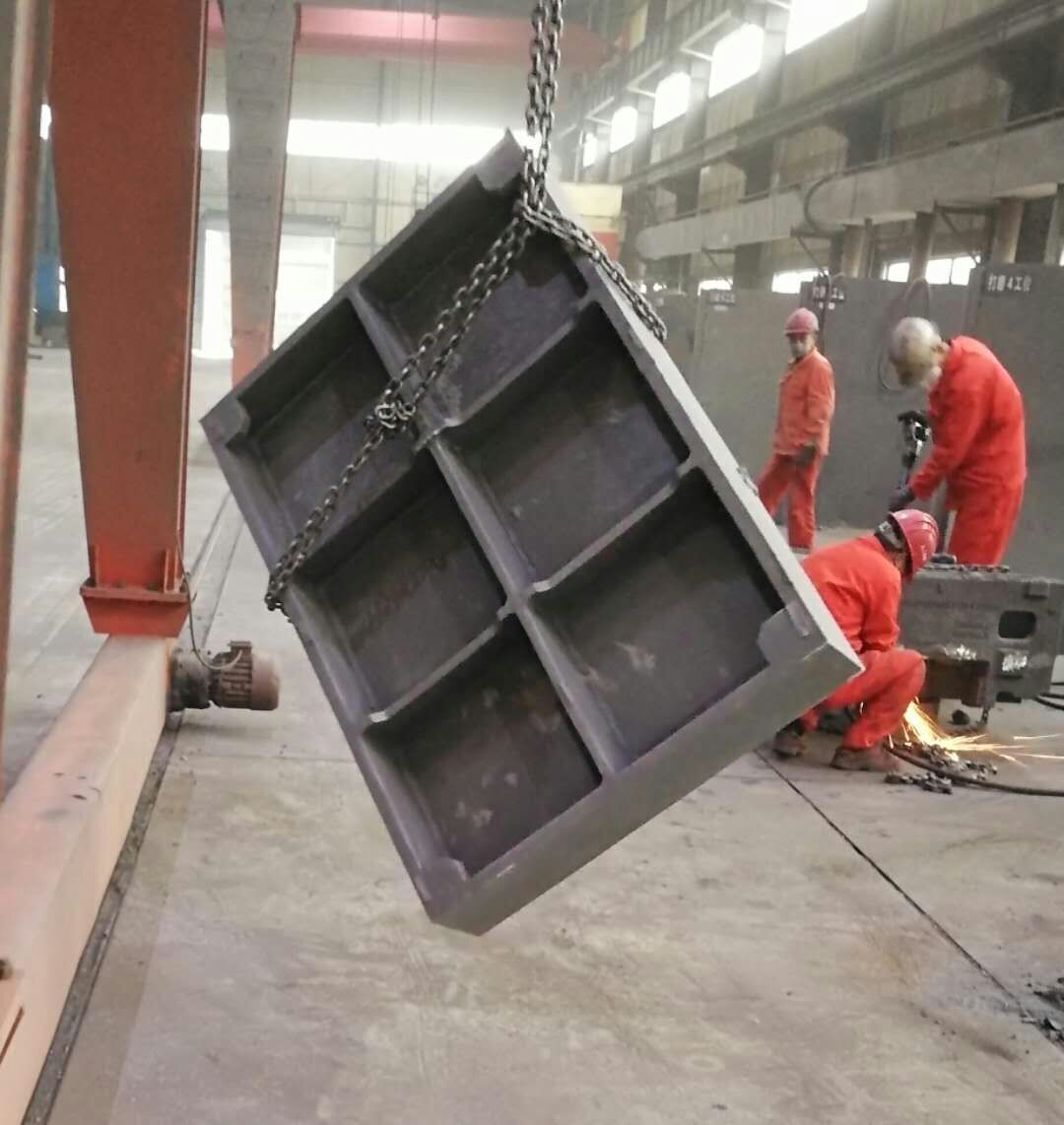
说到除焊接主体以外,还必必要用到焊接工装夹具,由于它能够将焊件精准的定位,便利焊接的进行和包管精度,有助于进步产物品质,同时还能够减轻工人的劳动量。作为的工装夹具,天然不像其余装备那么简略,必必要符合必定的设计请求能力予以利用。比如说焊接机械人工装夹具夹紧时不该损坏焊件的表面品质,特别以在夹紧薄件的时刻,应限定夹紧力或许采纳压头行程限位、加大压头接触面积、添补铜、铝衬套等步伐,做到夹紧靠得住,刚性恰当。 不仅是表面品质,焊接的定位位置和多少外形也不能被焊接机械人的工装夹具影响,要做到夹紧后既不使焊件松动滑移,又不使焊件的拘谨渡过大而生产较大的应力,这是最根本的、其次,焊接机械人工装夹具的施力点应位于焊件的支承处或许布置在靠近支承的地方,并且要防止支承反力与夹紧力、支承反力与重力构成力偶。为了便于节制,在同一个夹具上,定位器和夹紧机构的布局情势不宜过量,并且尽量只选用一种动力源。既然是与焊接机械人共同利用,那么它本身应举措敏捷、操纵便利,操纵位置应处在工人轻易靠近、最易操纵的部位。当夹具处于夹紧状况时,应能自锁;同时还要有充足的安装、焊接空间,所有的定位元件和夹紧机构应与焊道坚持恰当的间隔。焊接机械人的工装夹具除具备上述特性以外,在自动化、机械化等方面都起着异常紧张的作用,是焊接事情可否完成高速、高效、周详、复合、智能、环保等目标的症结地点。

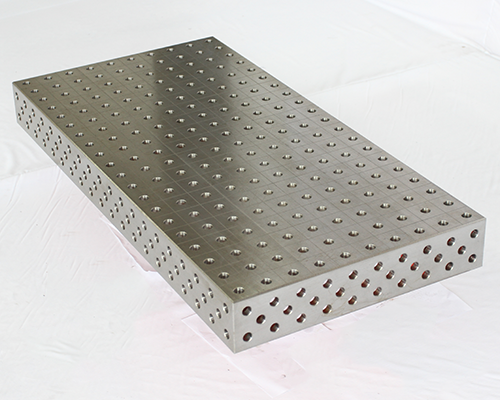
的主要特点与公用就是把工件定位,工装,进行焊接,达到专业的精密焊接要求,配有工装夹具配套使用,所以这就是三维柔性焊接平台的优点。其表面的光洁度其实没什么意义,这又不是检测平台,没必要看那一点技术,只要整体的精度用数控加工制造就行。再说了,焊接的工件误差一般是按照毫米计算的,所以光洁度对于焊接工业没有意义。做什么我们就研究什么,就像,把握住主要的特点,满足用户的焊接要求水平,保证焊接过程中实际对位以及工件的严词合缝。虽然三维柔性平台的种类也是非常的多的,但是对于有些企业来讲,他们也是没有办法去符合要求,就是每个企业的流水线都是完全的不一样,所以他们对于这些设备的要求也是完全的不同的,但只要选择一个比较适合自己的产品就是可以的。而且企业总归是要选择一个设备来进行生产,所以并不是说三维柔性平台可以满足每个企业的要求,这样也是不太可能的,不可能有任何产品可以垄断整个市场,因此他们必须要分出一些市场。
自从被研制成功之后,在实践中也得到了广泛的应用,而它之所以能精确的完成各种复杂的焊接工艺,完全是靠相应程序的编制。关于的编程是有技巧的,大家想掌握吗?在编织程序之前,首先要选择合理的焊接顺利,目的是为了减小焊接变形,所以可以按照焊枪行走路径长度来制定焊接顺序。而对于焊枪空间过渡,最基本的要求是移动轨迹较短、平滑、安全;在此基础上优化焊接参数,为了获得最佳的焊接参数,可以通过制作工作试件进行焊接试验和工艺评定。其次,考虑到变位机位置、焊枪姿态、焊枪相对接头的位置与焊接要求匹配,要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置。同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。成一定长度的焊接程序编写后,应及时插入清枪程序,可以防止焊接飞溅堵塞焊接喷嘴和导电嘴,有助于保证焊枪的清洁,提高喷嘴的寿命。总之,编制焊接机器人的运行程序一般不能一步到位,要在机器人焊接过程中不断检验和修改、调整。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


