24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋

惠州伯朗特机器人不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与焊接机器人的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那伯朗特机器人焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

存在部分焊接的问题:可能存在焊接位置不正确或焊枪正在寻找的问题。 此时,考虑TCP(焊枪中心点位置)是否正确并进行调整。 如果经常发生这种情况,请检查机器人每个轴的零位并校正中心零点。2)咬边问题:焊接参数选择不当,焊枪角度或焊枪位置不正确,可以适当调整。(3)可能出现毛孔问题:可能会适当调整气体保护不良,底漆过厚或工件位置不正确。(4)溅射问题太多:焊接参数选择不当,气体成分部分或焊丝长度过长,可适当调整功率,改变焊接参数,调整气体配比仪表 调整混合气体的比例。 调整割炬与工件的相对位置。(5)焊接机器人在焊接结束后冷却后形成一个凹坑:当它是可编程的时,在工作步骤中加入一个可以填充的埋弧工作。
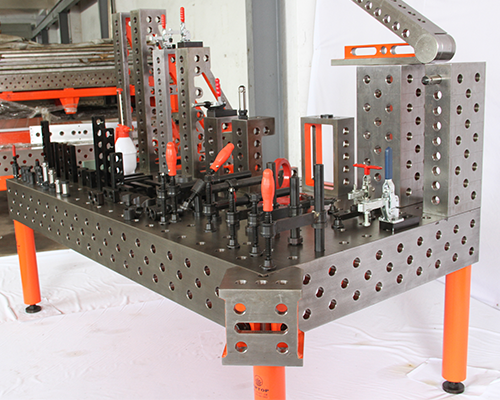
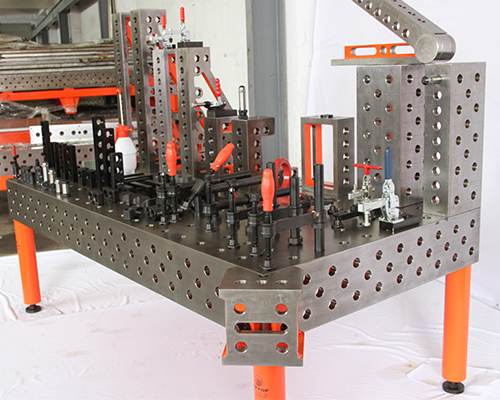
经过长时间做销售工作,我们发现有的用户对不是很了解,不明白工装夹具怎样使用,不知道焊接工作台用多大的,我们为了更好的做好销售工作,把工作中的问题进行了整理,把怎样和用户沟通进行了便捷方式,减少沟通时间,还需要要用户满意,所以总结了一下几点,请大家参考!第一:用户不要按照自己的想法以及认识来判断产品的使用与好坏。首先作为销售人员,我们需要用语言的形式跟您说明产品的大小,使用方法,配件的选配规律,用户要根据我们说的进行思考,这样有利于产品的快速了解沟通!第二:我们公司有网站,网站上有好多图片,有的是的,有的是配件的,有的是用户的工装使用哪里,哪里有图片,看看图片在根据自己的产品进行专业的选用,你要是不懂,我们还可以根据你的产品样子进行配套配置,买多了配件用上还可以原价退还,是不是很不错!第三:三维柔性焊接平台实际没什么,就是一个观念的转变,根据焊接的产品进行专业的配置,能够提高生产效率,是一件不错的产品,看看吧,只要适合你,你就采购,没事换可以咨询一下!
进行焊接作业的时候,其熔池温度的高低与很多因素有关,包括焊条角度、焊接时间、焊条直径、焊接方法等因素,所以一旦发现熔池温度过高,就需要从这几方面入手实现降温。焊接机器人焊接过程中,焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高;而夹角小,电弧分散,熔池温度较低。比如在进行12mm平焊封底层的时候,焊条角度应控制在50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。其次,要严格控制焊接机器人系统电弧燃烧时间,断弧的频率和电弧燃烧时间直接影响着熔池温度,由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以只能用电弧燃烧时间来控制熔池温度,避免管子内部焊缝超高或产生焊瘤。正常情况下,要求根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径,开焊时选用的焊接电流和焊条直径较大,立、横仰位较小。只有这样,才能更加容易控制熔池温度,使得焊缝成形。 根据以往的经验,焊接机器人采用圆圈形运条时熔池温度高于月牙形运条温度,月牙形运条温度又高于锯齿形运条的熔池温度,所以尽量采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度。

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


