24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
我们都知道,焊接业中应用焊接机器人的企业比比皆是,那是因为机器人不仅生产效率高,而且优点有很多,这也是为什么企业用取代传统手工的重要原因。不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接机器人焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

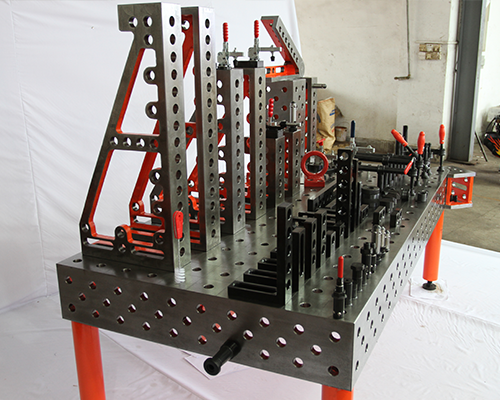
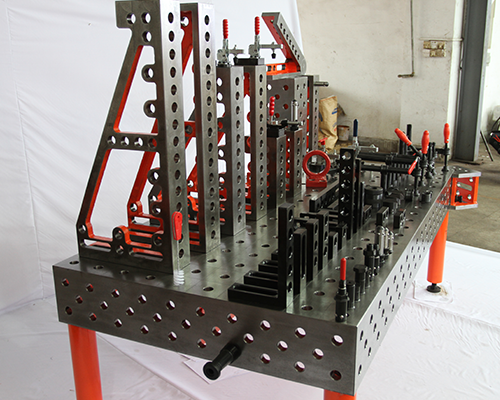
也许你也会在不知不觉中思考一下,这么好用的是哪里研究出来的呢?三维柔性焊接平台的特点以及工装夹具与研究发明的人是否一致,也许经过后期的改良把。这个产品最早是德国生产的,现在一致生产,德国进口的质量好,价格贵,我们国内的柔性焊接平台质量和工业还是差点!毕竟现在有很多的产品,它们的功能都是差不多的,都是可以帮助企业解决问题,但是企业到底选择购买什么样的产品,其实也是要考虑好这个产品的设计理念的,如果三维柔性焊接平台的设计理念比较差的话,这样的产品虽然说质量是没有问题的,但是仍然是无法满足消费者的需求,所以市场上面自然是没有太大的销量。因为,三维柔性焊接平台是有这样的优势的,所以受到人们欢迎。不要说企业有的时候要求太多了,更多的是因为企业花的钱也是比较多的,所以他们有的时候必须要有这样的要求的,如果一些设备的用途比较简单,这样的设备也是不会受到企业的欢迎的,但是因为三维柔性焊接平台用途非常的广泛的说一下,市场上面也是广受企业的欢迎,毕竟他们可以帮助企业解决很多的问题,因为可以直接帮助他们节省成本,这是一个非常大的优势的,是一般的设备比不了的。

作为一个机械行业的生产者,我们深知这个行业的特点,不断的去进步才能满足市场需求,不然就会被市场淘汰。最先做焊接机械臂价格的时候我们也是转行过来的,在普通铸铁平台利润小,需求降低的情况下,我们选择了这个销售焊接机械臂以及焊接工装夹具来作为后续的工作,通过这两年的总结我们也发现了这个行业的质量是层次不齐的,现在给大家总结一下,希望对大家的采购优点帮助!三维柔性焊接平台以及焊接工装夹具是一个整体,里面的孔与夹具是相互配合使用的,对孔的精度要求是关键,当然定位销以及夹具的生产也是同等重要,在市场上,通过价格就能反映出其中的产品质量。有的价格低10%,有的企业产品价格高20%,单纯是利润高低问题吗,不是,里面必然存在着差异!我们通过见识成长来说,就是加工环节的不统一造成的,比如:打孔,有的是铣刀加工,一次成型,能够保证质量精度,有的是多孔钻打孔,这样的加工效率高,精度误差大,就造成了本质上的差异,这既是市场上说的,怎么不是在统一价买的定位销,下不去了?其他的多重工装的相互之间的配合都会出现问题!

经过长时间做销售工作,我们发现有的用户对不是很了解,不明白工装夹具怎样使用,不知道焊接工作台用多大的,我们为了更好的做好销售工作,把工作中的问题进行了整理,把怎样和用户沟通进行了便捷方式,减少沟通时间,还需要要用户满意,所以总结了一下几点,请大家参考!第一:用户不要按照自己的想法以及认识来判断产品的使用与好坏。首先作为销售人员,我们需要用语言的形式跟您说明产品的大小,使用方法,配件的选配规律,用户要根据我们说的进行思考,这样有利于产品的快速了解沟通!第二:我们公司有网站,网站上有好多图片,有的是的,有的是配件的,有的是用户的工装使用哪里,哪里有图片,看看图片在根据自己的产品进行专业的选用,你要是不懂,我们还可以根据你的产品样子进行配套配置,买多了配件用上还可以原价退还,是不是很不错!第三:三维柔性焊接平台实际没什么,就是一个观念的转变,根据焊接的产品进行专业的配置,能够提高生产效率,是一件不错的产品,看看吧,只要适合你,你就采购,没事换可以咨询一下!
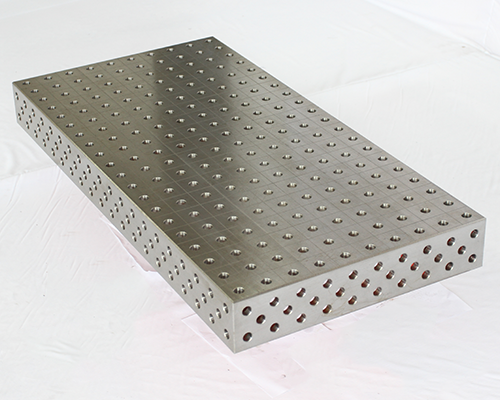
最近比较流行,好几个版本,有铸铁材质的,钢件的,那么那种材质的好呢?实际上不管那种只要符合实际的要求就行了。非要弄出个结果来那就只能对比和实际的出处分析。首先从加工环节都是一致的,唯独表面的处理出现了差异,这就是三维焊接平台的一个主要的区分!电焊工作者的以前就是一个平面,没法定位,但是出现了带孔的,带夹具的就能够把工作效率提高。当焊接时候就会有焊把字掉下来,沾到台面上。表面处理就是为了把焊渣子调到台面上后不沾,清扫即可!目前在流行的就是襂淡处理,这样的工艺经过试验很好的解决了这个问题!目前这个工艺还处在一个比较什么保守阶段,受到技术条件的影响,价格偏贵,所以市面上不多,经过不久的进来,也许有个3年左右的时间吧就会普及!
缺陷的解决方式: (1)出现气孔可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。(2)出现焊偏可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下各轴的零位置,重新校零予以修正。(3)飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。(4)焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。(5)出现咬边可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整功率的大小来改变焊接参数,调整焊枪的姿态以及焊枪与工件的相对位置

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


