24小时服务热线 15820416931 |

24小时服务热线 15820416931 |

联系人:黄先生
电 话:15820416931
网 址:www.jzczn.cn
邮 箱:szjzczn@163.com
地 址:深圳市宝安区松岗街道东风新村105栋
我们都知道,焊接业中应用焊接机器人的企业比比皆是,那是因为机器人不仅生产效率高,而且优点有很多,这也是为什么企业用焊接机械臂厂家取代传统手工的重要原因。不仅兼具了效率高和效率稳定这两点优势,而且还具备良好的灵活性,即使是再复杂的环境,也能保证其稳定高效的运行。这与焊接机械臂的构成是分不开的,包括了焊接机器人主体、焊接电源、一维重型滑台、机器人L臂、清枪剪丝站、控制系统等装置。那么焊接机器人的焊接质量又如何呢?如果说手工焊接后焊缝表面会出现一片片黄色的覆盖物,那焊接机器人焊接的时候只要多加注意就可以避免类似问题的发生,确保焊接质量能够达标。首先我们要知道这个黄色的东西其实是焊丝和焊接母材里的杂质,主要是硅锰元素在焊接过程中高温氧化跟保护气体中的CO2产生化学反应,分解形成氧化硅、氧化锰形成的氧化物,有点类似于手工焊条焊接时的焊渣。虽然这些现象即使用焊接机器人也会产生,但是这些氧化物除了外观有点瑕疵外并不会对焊接品质造成什么不良影响,用刷子也能很容易的清除掉。焊接母材的金属元素中多少会有一些硅锰元素,这种现象肯定会存在的,如果想要减少这些氧化物,可以选用含硅锰元素少点的焊丝,保护气体换成CO2含量少的混合气,焊接出来的氧化物就会少些,黄色的斑就会少很多。

为什么被称为焊接机器人? 因为它与人类具有相同的“大脑”。 今天,让我们来看看生活中越来越常用的一些越来越重要的焊接机器人。许多人实际上将多定义为能够控制自己,做某些动作或做其他事情。 实际上,焊接机器人具有各种内部信息传感器和外部信息传感器,例如视觉,听觉,触觉和嗅觉。 除了具有感受器之外,它还具有作为对周围环境起作用的手段的效应器。 这是移动手,脚,长鼻子,触须等的肌肉或自行式马达。接机器人要注意的三个基本要素一,感官元素,焊接机器人用于识别周围环境的状态; 感觉元件包括可以感测视觉,接近度,距离等的非接触式传感器,以及可以感测,压力,触摸等的接触传感器。 这些元素基本上相当于人眼,鼻子,耳朵等功能,它们的功能可以使用机电元件,如相机,图像传感器,超声波发射器,激光器,导电橡胶,压电元件,气动元件,行程开关等。 设备已实现。 二,体育要素,对外界的反应行动; 对于移动元件,焊接机器人需要具有无轨移动机构以适应不同的地理环境,例如平面,台阶,墙壁,楼梯和坡道。 它们的功能可以通过诸如轮子,轨道,支脚,吸盘,气垫等的移动机构来实现。 移动机制应在移动过程中实时控制。 该控制不仅必须包括位置控制,还必须包括力控制,位置和力混合控制以及膨胀比控制。

是可以进行自动化搬运作业的也是近代自动控制领域出现的一项高新技术,涉及到了力学,机械学,电器液压气压技术,自动控制技术,传感器技术,单片机技术和计算机技术等学科领域,已成为现代机械制造生产体系中的一项重要组成部分。随着工厂自动化、计算机集成制造系统技术逐步发展、以及柔性制造系统、自动化立体仓库的广泛应用,AGV作为联系和调节离散型物流管理系统使其作业连续化的必要自动化搬运装卸手段,其应用范围和技术水平得到了迅猛的发展。下面是AGV的优点介绍:1、自动化程度高——由计算机,电控设备,磁气感应SENSOR,激光反射板等控制。当车间某一环节需要辅料时,由工作人员向计算机终端输入相关信息,计算机终端再将信息发送到中央控制室,由专业的技术人员向计算机发出指令,在电控设备的合作下,这一指令被AGV接受并执行——将辅料送至相应地点。2、充电自动化——当AGV小车的电量即将耗尽时,它会向系统发出请求指令,请求充电(一般技术人员会事先设置好一个值),在系统允许后自动到充电的地方“排队”充电。另外,AGV小车的电池寿命很长(2年以上),并且每充电15分钟可工作4h左右。3、美观——提高观赏度,从而提高企业的形象。4、安全性——人为驾驶的车辆,其行驶路径无法确知。而AGV 的导引路径却是非常明确的,因此大大提高了安全性;5、成本控制——AGV 系统的资金投入是短期的,而员工的工资是长期的,还会随着通货膨胀而不断增加;6、易维护——红外传感器和机械防撞可确保AGV免遭碰撞,降低故障率;7、可预测性——AGV 在行驶路径上遇到障碍物会自动停车,而人为驾驶的车辆因人的思想因素可能会判断有偏差;8、降低产品损伤——可减少由于人工的不规范操作而造成的货物损坏;9、改善物流管理——由于AGV 系统内在的智能控制,能够让货物摆放更加有序,车间更加整洁;

存在部分焊接的问题:可能存在焊接位置不正确或焊枪正在寻找的问题。 此时,考虑TCP(焊枪中心点位置)是否正确并进行调整。 如果经常发生这种情况,请检查机器人每个轴的零位并校正中心零点。2)咬边问题:焊接参数选择不当,焊枪角度或焊枪位置不正确,可以适当调整。(3)可能出现毛孔问题:可能会适当调整气体保护不良,底漆过厚或工件位置不正确。(4)溅射问题太多:焊接参数选择不当,气体成分部分或焊丝长度过长,可适当调整功率,改变焊接参数,调整气体配比仪表 调整混合气体的比例。 调整割炬与工件的相对位置。(5)焊接机器人在焊接结束后冷却后形成一个凹坑:当它是可编程的时,在工作步骤中加入一个可以填充的埋弧工作。
的编程技巧:(1)焊枪空间过渡要求移动轨迹较短、平滑、安全。 (2)选择合理的焊接顺序。以减小焊接变形、焊枪行走路径长度来制定顺序。(3)优化焊接参数。为了获得最佳的焊接参数,制作工作试件进行焊接试验和工艺评定。4)合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。

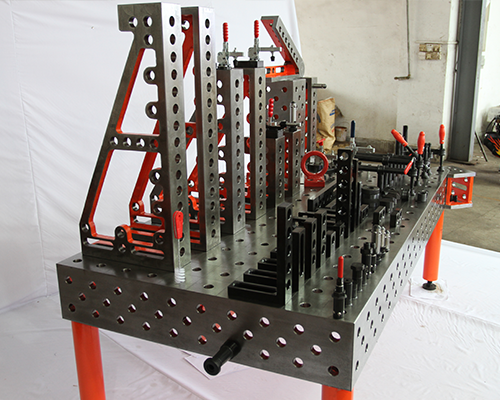
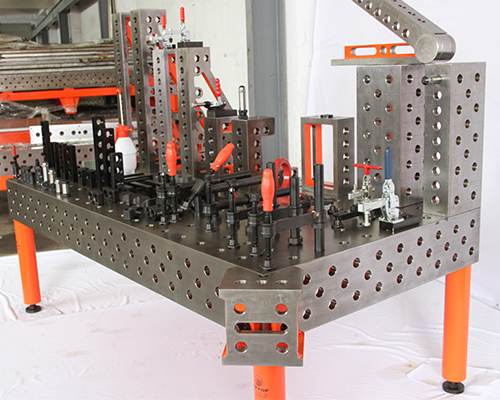
最近比较流行,好几个版本,有铸铁材质的,钢件的,那么那种材质的好呢?实际上不管那种只要符合实际的要求就行了。非要弄出个结果来那就只能对比和实际的出处分析。首先从加工环节都是一致的,唯独表面的处理出现了差异,这就是三维焊接平台的一个主要的区分!电焊工作者的以前就是一个平面,没法定位,但是出现了带孔的,带夹具的就能够把工作效率提高。当焊接时候就会有焊把字掉下来,沾到台面上。表面处理就是为了把焊渣子调到台面上后不沾,清扫即可!目前在流行的就是襂淡处理,这样的工艺经过试验很好的解决了这个问题!目前这个工艺还处在一个比较什么保守阶段,受到技术条件的影响,价格偏贵,所以市面上不多,经过不久的进来,也许有个3年左右的时间吧就会普及!

扫描加微信
联系人:黄先生 联系电话:15820416931
 | 地址:深圳市宝安区松岗街道东风新村105栋 | ||
 | szjzczn@163.com | ||
15820416931
服 务 热 线


